全國客服熱線:
188 4287 5901
歡迎訪問大連鑫豪機械有限公司網(wǎng)站!

全國客服熱線:
188 4287 5901


一幅模具是由眾多的零件組配而成,零件的質(zhì)量直接影響著模具的質(zhì)量,而零件的最終質(zhì)量又是由精加工來完成保證的,因此說控制好精加工關(guān)系重大。
在國內(nèi)大多數(shù)的模具制造企業(yè),大連零部件加工精加工階段采用的方法一般是磨削,電加工及鉗工處理。在這個階段要控制好零件變形,內(nèi)應(yīng)力,形狀公差及尺寸精度等許多技術(shù)參數(shù),在具體的生產(chǎn)實踐中,操作困難較多,但仍有許多行之有效的經(jīng)驗方法值得借鑒。
大連零部件加工一般先裝導(dǎo)柱導(dǎo)套,然后裝模架和凸凹模,然后再對各處間隙,特別是凸凹模間隙進行組配調(diào)整,裝配完成后要實施模具檢測,寫出整體情況報告。對發(fā)現(xiàn)的問題,可采用逆向思維法,即從后工序向前工序,從精加工到粗加工,逐一檢查,直到找出癥結(jié),解決問題。
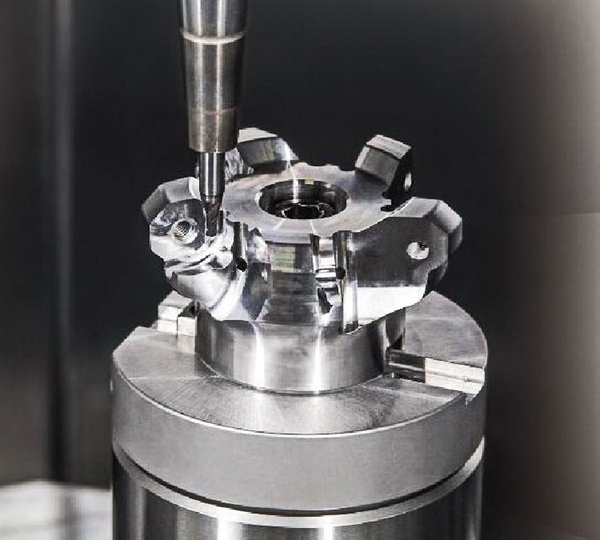
為了避免數(shù)控加工中心在外形輪廓上法向直接進刀和退刀,大連零部件加工應(yīng)采用螺旋線、圓弧和斜線方式進退刀,保證光滑進退刀,對陡壁面與非陡壁面的精加工,為防止切削載荷的急劇變化,數(shù)控加工中心應(yīng)用不同的方法把陡壁面與非陡壁面分開加工,可提高切削速度,同時使零件表面的粗糙度均勻。